カジウメ工業
自動車の主要パーツを製造。また冷間鍛造加工と精密切削加工で、精密・産業・医療業界における部品も手掛けています。性能の高さと、2種の加工(冷間鍛造と精密切削)を併用することにより、社内での一貫生産も可能です。

「冷間鍛造」or「切削加工」or「両方」
ロット数に合わせた工法をご提案します!
金属加工(冷間鋳造・切削加工)
当社では冷間鍛造加工と精密切削加工を行っております。完成までの一貫生産に特化し、特にシャフトなどの軸物の量産を得意としています。常に安定した製品供給ができる体制を整えております。
社内で冷間鍛造と切削の両方を行なっているため、ロット数や精密度によって、お客様に低コストで短納期な加工法をご提案可能なのも当社の強みです。
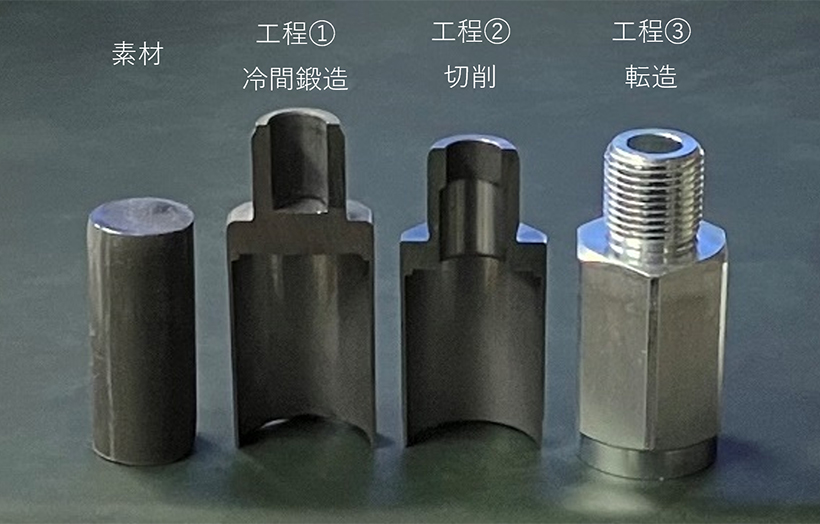
冷間鍛造とは、熱間鍛造とは違い、常温状態で鍛造を行なうため、金型自体の設計が難しく、目的の形状にするためには4~5工程にわたり加工を行うのですが、これには理論に裏打ちされた高度な技術と経験が必要となります。
高精密な量産物の製造でしたら当社にお任せください。
■主要機械装置
| 設備名称 | メーカー | 台数 | 備考 |
|---|---|---|---|
| パーツホーマー | 阪村機械 | 1 | BPF-540 Φ23×175 |
| パーツホーマー | 座喜味機械 | 1 | ZPF-520 Φ10×70 |
| ボルトホーマー | 旭サナック | 2 | OBF-120B Φ16×130 |
| 多段式ヘッダー | 旭サナック | 2 | ORH-120 Φ12×90 |
| 多段式ヘッダー | 旭サナック | 1 | AOT-6B Φ6×90 |
| 多段式ヘッダー | 旭サナック | 1 | AOT-12B Φ12×90 |
| 割型成形機 | 吉原自動機 | 2 | クサビ式A型 クランクストローク180 |
| ナックルプレス | AIDA | 2 | K250 |
| 油圧プレス | 藤元油圧 | 1 | 60t |
| プレス | シージーケー | 2 | 3t |
| NC自動盤 | ミヤノ | 1 | BNS-51S 材料供給機 V3S 付き |
| NC旋番 | ミヤノ、タカマツ | 15 | LZ-01RY他 ローダー、アンローダー付き |
| NC旋番 | ミヤノ、エグロ | 7 | LE-01他 |
| ローリング | 三明製作所 | 2 | ― |
| ローリング | 日高鉄工 | 1 | HA-5 |
| ローリング | 日高鉄工 | 2 | HA-3 |
| ローリング | 大日鉄工 | 1 | PR-25DB |
| ペンチレース | 高松機械 | 6 | メントリー他 |
| ポリフィズマシン | 日東工機 | 2 | PC100、125 |
| センタレス研磨機 | ミクロン精密 | 1 | MD-12S |
| フライス盤 | ブラザー工業 | 5 | AM41-602 |
| フライス盤 | ブラザー工業 | 3 | AM41-502 |
| 立フライス盤 | ブラザー工業 | 1 | AM40-502 |
| フライス専用機 | 上本商事 | 1 | ― |
| フライス専用機 | メカミックス | 6 | ― |
| 設備名称 | メーカー | 台数 | 備考 |
|---|---|---|---|
| NCリジットタッパー | - | 1 | - |
| ドリリングタッパー | 上本商事他 | 2 | - |
| ボデー検査機 | ダイキ | 1 | - |
| 転造盤 | 津上製作 | 1 | - |
| 転造盤 | 日本精密 | 1 | - |
| 転造盤 | 日本精密 | 1 | A22B 3ローラー転造盤 |
| 転造盤 | 日本精密 | 1 | 10t |
| 転造盤 | 日本精密 | 1 | 5t |
| スパロール専用機 | 古川精機 | 1 | - |
| 卓上ボール盤 | アシナ他 | 4 | - |
| タッピングマシン | ブラザー工業 | 3 | BT-3、BT-1 |
| 渦流バレル研磨機 | 敷島チプトン | 1 | EFF105 |
| 高速バレル研磨機 | 敷島チプトン | 1 | DS8-40 |
| 回転バレル研磨機 | 敷島チプトン | 1 | - |
| 振動バレル研磨機 | 敷島チプトン | 1 | - |
■検査装置
| 設備名称 | メーカー | 台数 | 備考 |
|---|---|---|---|
| 硬度試験機 | 明石製作 | 1 | ARK-A |
| 非接触三次元測定機 | キーエンス | - | VR |
| 画像測定機 | キーエンス | - | IM |
| 投影機 | ミツトヨ | 1 | PJ311 |
各種シャフト部品
当社の最も得意とする製品のひとつで、お客様のご要望によって、試作段階から量産までの一貫対応も承っております。
ブッシュ:シャフトと対となるブッシュの製造ももちろん行なっております。
自動車ハンドルロック用部品(ロックシャフト):鍛造と切削の複合加工で、より高精度に仕上げます。
スイッチケース:主に自動車などのバックランプ用部品です。
水密センサー部品:圧造後にプレスなどで再鍛造に加え、電子部品に求められる高精度な製品となっています。
各種ボルト:冷間鍛造後の割型成型機などによる効率的な加工でリーズナブルな価格を実現しております。
ギア用ボルト
特殊ボルト
リベット:小型部品ならではの高精密を維持した製品になっております。


製品事例
-

各種シャフト部品
※当社の最も得意とする製品のひとつで、お客様のご要望によって、試作段階から量産までの一貫対応も承っております。
-

シャフト
-

ブッシュ
※シャフトと対となるブッシュの製造ももちろん行なっております。
-

各種シャフト部品
自動車ハンドルロック用部品
(ロックシャフト)※鍛造と切削の複合加工で、より高精度に仕上げます。 -

スイッチケース
※主に自動車などのバックランプ用部品です。
-

水密センサー部品
※圧造後にプレスなどで再鍛造に加え、電子部品に求められる高精度な製品となっています。
-

各種ボルト
※冷間鍛造後の割型成型機などによる効率的な加工でリーズナブルな価格を実現しております。
-

ギア用ボルト
特徴
私たちができること
製造方法は一つじゃない
金属部品の製造方法には、型を使った「成形加工」と、刃物を使った「切削加工」があります。
私たちはその両方を自社で保有し、ロット数や形状に合わせてご提案することができます。
またプロダクトライフサイクルによる数量変化に対応できる為、取引先を変更することなく安定した部品供給を実現致します。
私たちの強み
鍛造化へのチャレンジ
他の加工方法に比べ対応できる形状に制約がある冷間鍛造ですが、当社では長年の経験を活かし鍛造化を実現いたします。
それにより材料歩留まりの向上、次工程の工数削減によりコスト削減と省力化に貢献いたします。
立地を活かし関西・中四国・九州への納品は、運送費の抑制も期待できます。
私たちの強み
一貫生産
完成までの一貫生産に特化している、安定した製品供給ができる体制を整備。特に、得意分野であるシャフトなどの軸物の量産はお任せください。
私たちの強み
冷間鍛造と精密切削を併用
冷間鍛造と精密切削を取り扱えるのが弊社の強み。ロット数や精密度に応じて、コストパフォーマンスが高い加工法を提案いたします。また、関西・中四国・九州への納品は、コストパフォーマンスの効率化も期待できます。
私たちの強み
冷間鍛造
熱間鍛造とは異なり、常温状態で鍛造を行なう加工法。金型自体の設計が難しく、目的の形状にするためには4~5工程にわたり加工を行います。そのため、理論に裏打ちされた高度な技術と経験が必要となります。
会社概要
-
- 会社名
- カジウメ工業株式会社
-
- 住所
-
本社工場
737-1217
広島県呉市音戸町渡子1-4-8
TEL:0823-52-1221 FAX:0823-52-1223
-
- 代表取締役
- 田邑 元基
-
- 取締役社長
- 梶梅 智也
-
- 設立
- 昭和46年7月
-
- 年商
- 2億5,500万円
-
- 事業内容
- 冷間鍛造、各種精密切削加工、NC旋盤、プレス加工、ロックシャフト、ブッシュ、リベット
-
- 従業員数
- 25名(2024年6月現在)
-
- 主な取引先/商社
- 株式会社ユーシン、デルタ工業株式会社、大阪螺子販売株式会社、中国精螺株式会社
-
- MAP
沿革
- 昭和29年2月
- 現在の渡子工場にて創業
- 昭和36年2月
- 自動盤を導入
- 昭和38年12月
- コールドヘッダーを導入
- 昭和43年8月
- 現在地に工場を新設
- 昭和46年7月
- 株式会社に法人化
- 昭和47年3月
- 2ダイ3ブローコールドヘッダーを導入
- 昭和57年9月
- ボルトホーマーを導入
- 昭和58年12月
- NC旋盤を導入
- 平成元年12月
- 冷鍛プレスK250を導入
- 平成3年5月
- パーツホーマーBPF540を導入
- 平成3年7月
- 事務所棟を増築
- 平成8年2月
- 資本金を1,000万円に増資
- 平成14年10月
- ISO9001:2000認証を取得
- 平成17年8月
- 切削工場を150坪新築移転
- 平成20年2月
- NC旋盤設備を増強
- 製造業の課題解決にコミット
-
株式会社日本製造では日本のものづくり技術で、企業が持つ課題解決を目指します。
これまでの課題解決の実例はこちらをご覧ください。
